Nanovia PETG CF : Carbon fiber reinforced
Starting at : 64,40 € ex. VAT/ kg
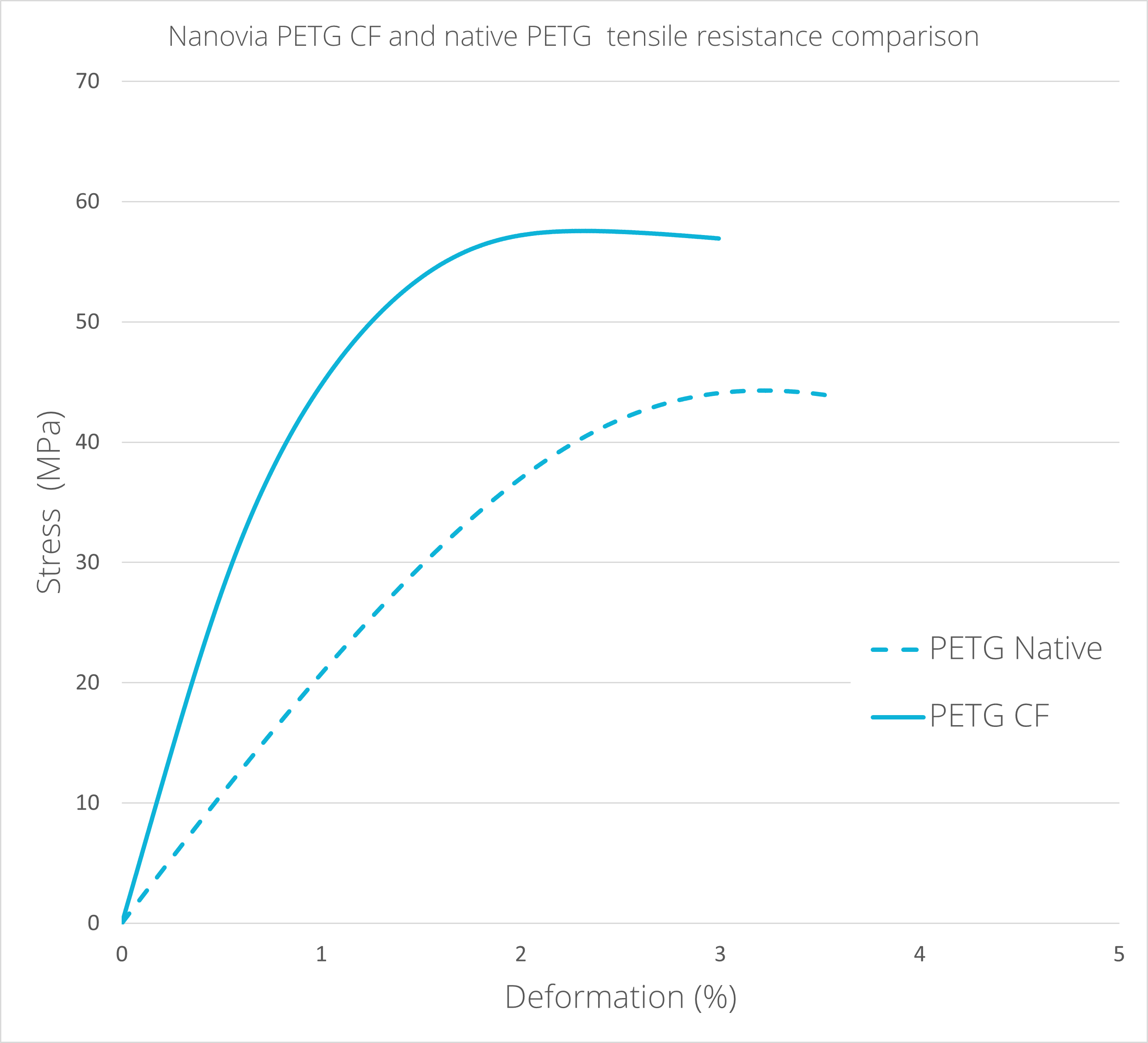
Very easy to 3D print, Nanovia PETG CF is printable without a heated enclosure and allows for the creation of functional parts useable up to 80 °C, suitable for an outdoor usage. Thanks to the incorporation of carbon fibers, this FFF 3D printer filament allows for good mechanical properties, rigidity, and dimensional control during the realization of technical parts.
Bulk deal
| Quantity |
Discount |
Discounted price |
| 3 - 4 |
2% |
39,45 € |
| 5 - 9 |
5% |
38,24 € |
| 10 - 14 |
8% |
37,03 € |
| 15 + |
10% |
36,23 € |