



Description
Properties3D Printing
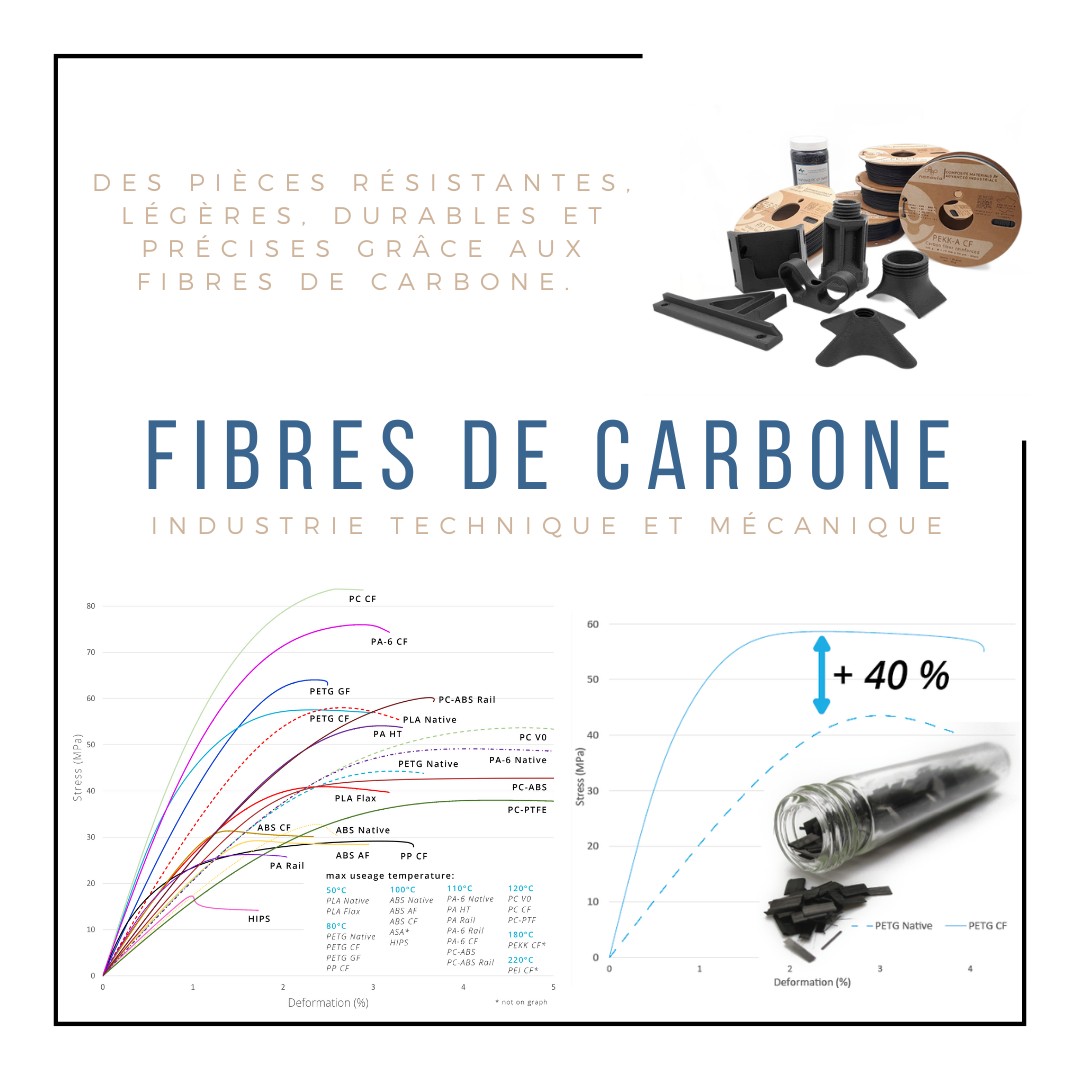
Mechanical properties
Thermal properties
Electric properties
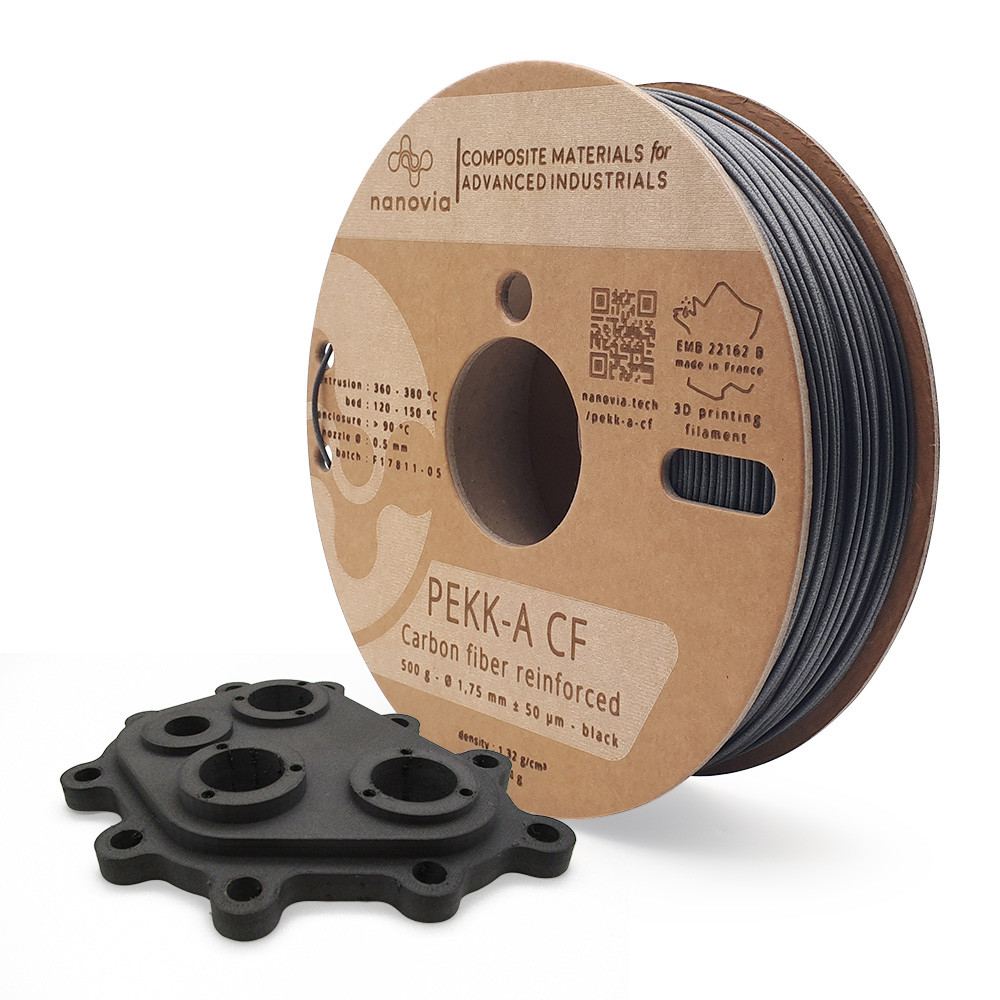
DocumentationDownload the technical chart Download the security chartlast updated : 08/03/2023 Based on polyethercetonecetone(PEKK), this high performance carbon fiber composite 3D filament is a go to material for industrial applications. Thanks to its slow crystallization and the compounded carbon fibers, it’s possible to print Nanovia PEKK-A CF using a heated enclosure of only 90 °C. Nanovia PEKK-A CF is also available in pellet form for plastic extrusion and 3D FGF pellet printing. Advantages

Nanovia PEKK-A CF is also available in pellet form for plastic extrusion and FGF 3D printing. Application recommendationsStorage
Printing
Health and safetyPrinting
Post traitement
Certifications
PackagingVacuum packed spools, with desicant, packed in individual boxes with engraved serial number. Other formats available on demand.
|