Description
PropriétésImpression 3D
Propriétés mécaniquesPhysique
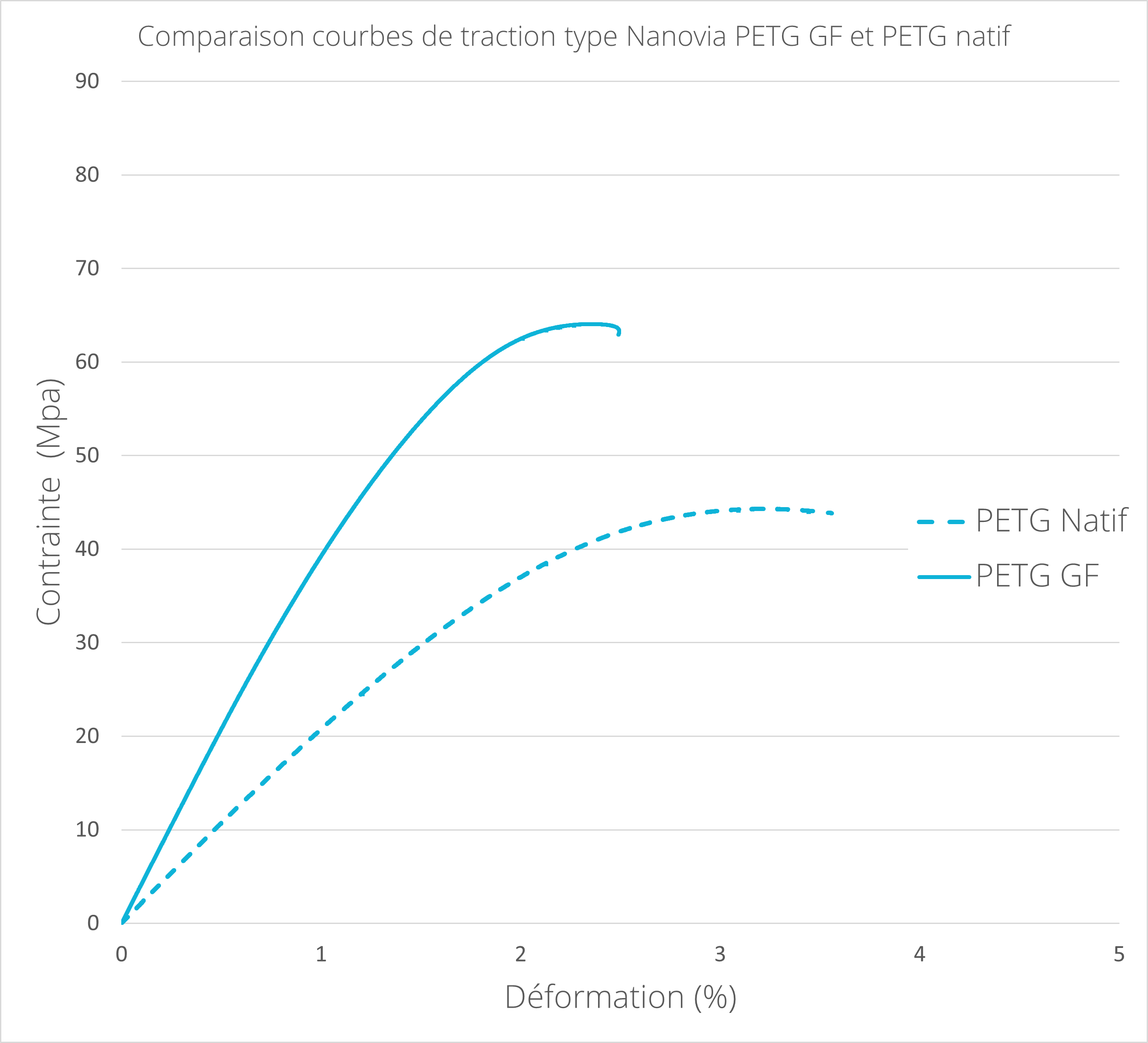
Traction
Test réalisé à 1mm/min sur éprouvettes imprimées en 3D à 0°, dans le sens de la contrainte.
Propriétés thermiques
DocumentationTélécharger la fiche technique Télécharger la fiche de sécuritédernière mise à jour : 26/02/24 En combinant fibres de verre, additifs anti-UV et PETG, intrinsèquement résistant à l’eau et aux températures jusqu’à 80 °C, le Nanovia PETG GF UV est le filament idéal pour les pièces exposées aux intempéries. Le Nanovia PETG GF UV ne nécessite pas d’imprimante 3D équipée d’une enceinte fermée/chauffée contrairement à l’ASA, traditionnellement utilisé pour les composants avec un usage en extérieur. Cette facilité d’impression est obtenue grâce à l’ajout de fibres de verre qui réduisent fortement la contraction/warping du polymère lors de l’impression 3D. Le Nanovia PETG GF UV améliore considérablement les propriétés mécaniques des pièces. Il est deux fois plus rigide et 40% plus résistant que son équivalent natif. Ce filament peut également être utilisé pour des applications sous contraintes électriques. Les fibres de verre n’étant pas conductrices contrairement aux fibres de carbone du Nanovia PETG CF. Avantages
Le Nanovia PETG GF UV existe aussi sous forme de granules pour l’extrusion plastique et l’impression 3D FGF. Photos utilisateurs              
Conseils d’utilisationStockage
Impression
Hygiène & sécuritéImpression
Post traitement
Certifications
ConditionnementBobines sous vides, avec dessiccant, en boîtes individuelles. Numéro de lot gravé. Autres conditionnements sur demande.
|