


Description
Properties3D Printing
Mechanical properties
Sintering
DocumentationDownload the technical chart Download the security chartlast updated : 08/03/2023 Advantages

Nanovia Cr SiC is also available in pellet form for plastic extrusion and FGF pellet printing. Application recommendationsStorage
Printing
Post treatmentIt’s possible to apply normal post treatment techniques on green parts (sanding, polishing, threading, drilling, tooling, etc…), as shown in the following video : SinteringSintering of Nanovia Cr products is done in two consecutive phases :
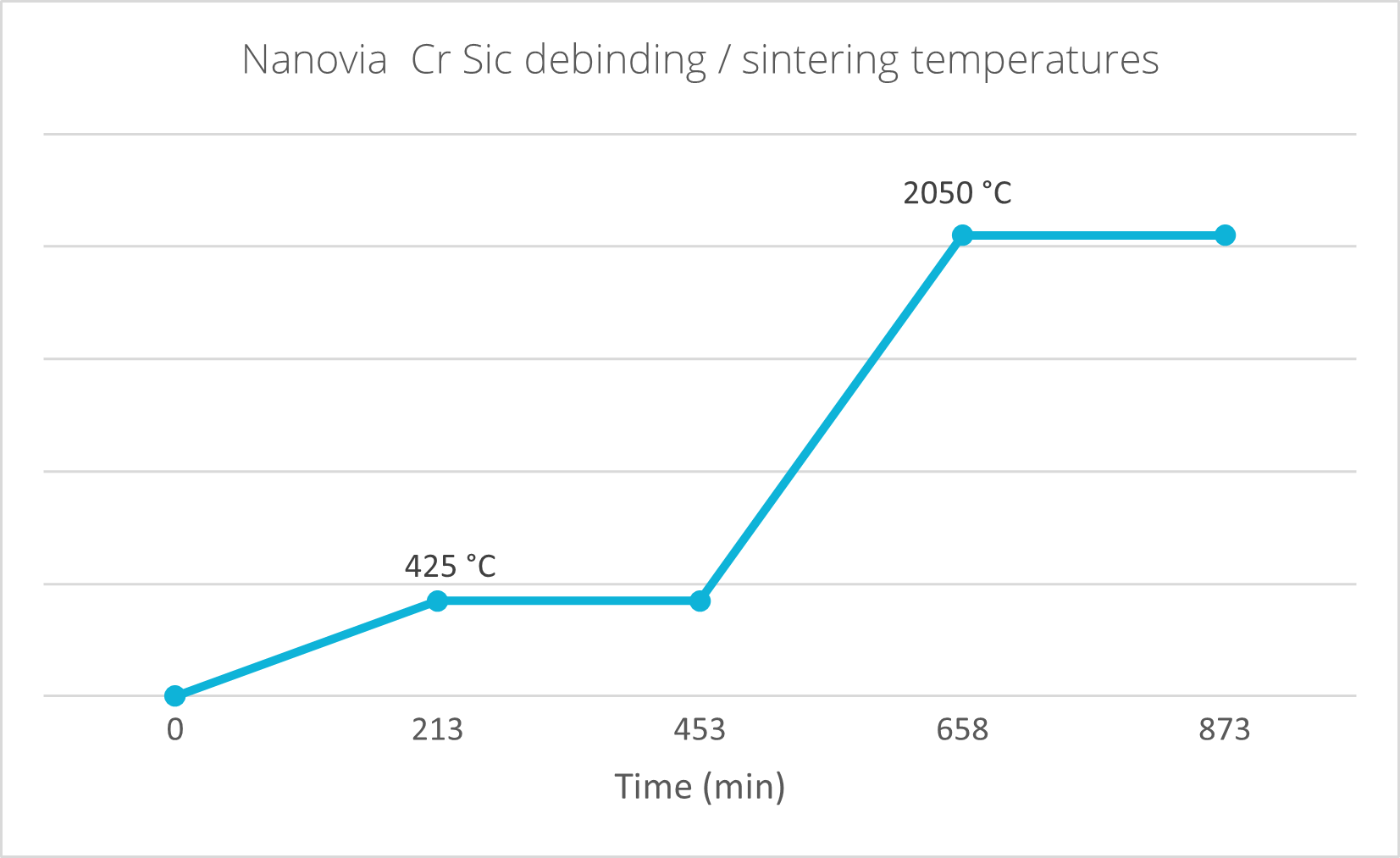
Health and safetySintering
Certifications
PackagingVacuum packed spools, with desicant, packed in individual boxes with engraved serial number. Other formats available on demand.
| ||||||||
